
Cum se fabrică produsele din compozit GRP?
Există diverse metode de producție pentru fabricarea GRP, în funcție de formele, proprietățile și utilizările dorite pentru articolele finite.
Turnarea plasticului compozit GRP
Un panou de grilaj industrial turnat din GRP poate fir produs printr-un proces în mare parte manual, folosind o matriță deschisă pentru întărire dar si automat de catre roboti fiind un proces automatizat. Aceste panouri pot măsura până la aproximativ 4,0 x 1,5 m și pot avea o grosime cuprinsă între 12 și 60 mm. Ca exemplu, un grilaj turnat din plastic ranforsat cu fibra de sticla poate fi fabricat folosindu-se o unealtă asemănătoare unui pieptene, firele de fibră de sticlă sunt țesute înainte și înapoi pe lungimea și lățimea matriței de oțel cu structură celulară, pentru a forma „scheletul” panoului finit.

Rășina catalizată de gradul și culoarea dorite este apoi turnată în matrița încălzită până când produsul s-a întărit. Grătarele din GRP primesc apoi un strat de granule de oxid de aluminiu aderent la suprafața superioară.
Turnarea GRP prin aplicare manuală/prin pulverizare
Procesul de aplicare manuală necesită puține unelte și este utilizat în principal în producția de volum redus și pentru produse GRP realizate la comandă. Abilitățile manuale ale operatorilor vor determina calitatea laminatului obținut.
Materialul de ranforsare din fibră de sticlă utilizat este o țesătură sau o împâslitură de fibre tăiate și poate include, de asemenea, un strat de miez interior (coremat) care formează un sandwich între straturile de sticlă pentru o rezistență sporită. Materialele sunt tăiate la dimensiune/formă înainte de a fi așezate în (sau pe) suprafața unei matrițe deschise ceruite (agentul de separare).
Apoi, rășina este aplicată cu o rolă sau o pensulă pentru a satura complet sau a „uda” laminatul de sticlă/miez. Acesta este apoi lăsat să se întărească complet într-o zonă de uscare caldă, ventilată corespunzător, timp de câteva ore sau peste noapte. Piesa poate fi apoi îndepărtată, tăiată, acoperită/vopsită și lustruită, după cum este necesar. Finisaje de suprafață îmbunătățite pot fi obținute cu un strat inițial de gelcoat aplicat pe matriță înainte de plasarea materialului de ranforsare în aceasta. Suprafața superioară sau prezentată a piesei finite este partea care este în contact cu matrița.
Tehnica de aplicare prin pulverizare este semi-automată, necesitând un set diferit de abilități manuale. Utilizează echipamente mai costisitoare și poate oferi adesea un sistem de dozare a rășinii/catalizatorului controlat de computer. Un pistol de pulverizare sub presiune, care include o unitate de tăiere a fibrei de sticlă („chopper”), este utilizat pentru a aplica laminatul pe matriță într-un proces continuu.
Fibra este alimentată dintr-o bobină și tăiată rapid în cabluri (rovings) de către unealtă, direct în fluxul de rășină aplicat pe matriță. Aplicațiile tipice includ fabricarea căzilor de baie, a rezervoarelor de stocare și a carenelor de bărci. Procesul poate fi vizualizat aici:
Turnarea prin transfer de rășină GRP
Turnarea prin transfer de rășină este procesul de injectare a unui amestec de rășină sub presiune într-o matriță. Acest proces de turnare GRP poate produce piese mai mici, de o calitate înaltă constantă și în volume de producție. Există o demonstrație video mai lungă aici, care explică procesul în detaliu:
Turnarea prin injecție cu fibre lungi GRP
Un proces avansat, înalt automatizat, pentru piese mai mari, fabricate cu precizie, care necesită toate atributele de rezistență și rigiditate ridicate, dar cu greutate redusă. Sistemul de turnare GRP utilizează o matrice poliuretanică și fibre lungi de sticlă aplicate de un robot într-o matriță, unde este comprimat, se întărește și se solidifică până la forma dorită.
Aici poti vedea un video detaliat in care se explica injectia cu fibra lunga si alte tipuri de turnare ale compozitului GRP.
Pultruziunea GRP
Secțiunile profilate structurale, inclusiv profilele pentru balustrade din GRP, sunt fabricate printr-un proces automatizat cu mașini, cunoscut sub numele de pultruziune. Fotografia de mai jos prezintă o schemă a procesului cu mașini și secțiuni tipice de produse care pot fi realizate folosind această tehnică (Sursa imagine: Fiberline)
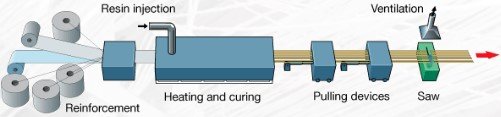
Pultruziunea este, de asemenea, un proces industrial înalt mecanizat, utilizat pentru a crea lungimi continue de profile compozite GRP. Aceste forme structurale sunt adesea asociate cu aplicații portante, de exemplu, profile tip canal sau grindă. Prin intermediul acestui proces, profilele au dimensiuni ale secțiunii transversale foarte precise și consistente și, prin urmare, proprietăți mecanice predictibile, permițând proiectarea inginerească a structurilor. Dezvoltat inițial în SUA, acest proces este utilizat de mai bine de cincizeci de ani, iar tehnologia folosită asigură reproducerea unei calități înalte în fiecare serie de producție.
Cabluri continue de fibră de sticlă, dens împachetate, sunt alimentate din mai multe bobine. Împreună cu armături, straturi de fibră de sticlă și ceea ce se numește un „voal de suprafață”, acestea sunt apoi trase de utilaje prin o baie de rășină. Apoi, trec printr-o matriță de înaltă temperatură și înaltă presiune, formând și întărind forma secțiunii finite. Secțiunile finalizate sunt apoi tăiate automat la lungimi specificate.
Tipul și forma structurală a acestor produse finite sunt determinate de designul matriței. Formele structurale tipice includ: unghiuri, tun pătrat, grindă tip I, tijă rotundă, tub rotund sunt cateva dintre profilele cele mai comune folosite.
Produsele GRP finite sunt ușoare, dar foarte rezistente, nu necesită întreținere și sunt potrivite pentru o gamă largă de aplicații, înlocuind metalele și lemnul utilizate în mod tradițional. Au o suprafață netedă și sunt rezistente la coroziune, oferind o soluție rentabilă, pe termen lung și fără întreținere.

